Não deixamos nada ao acaso, desde a preparação da ferramenta até o revestimento e o pós-tratamento da camada. Cada etapa individual do processo é projetada para lhe oferecer a melhor solução de ferramenta possível para seus processos de remoção de material.
Preparação da ferramenta
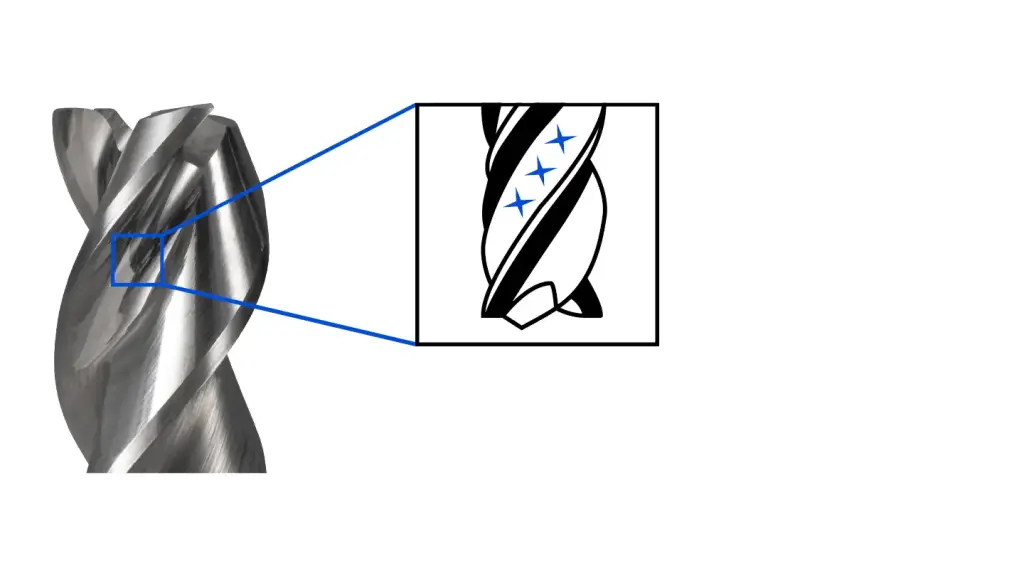
A microgeometria (contorno da borda de corte) de uma ferramenta de remoção de material é decisiva para sua eficiência.
As ferramentas com ângulo de inclinação positivo e bordas de corte afiadas são particularmente adequadas para o corte, mas essa propriedade também provoca bordas de corte mais instáveis. Uma borda de corte instável é especialmente sujeita a rupturas que causam uma baixa qualidade da superfície da peça e o fim prematuro da vida útil.
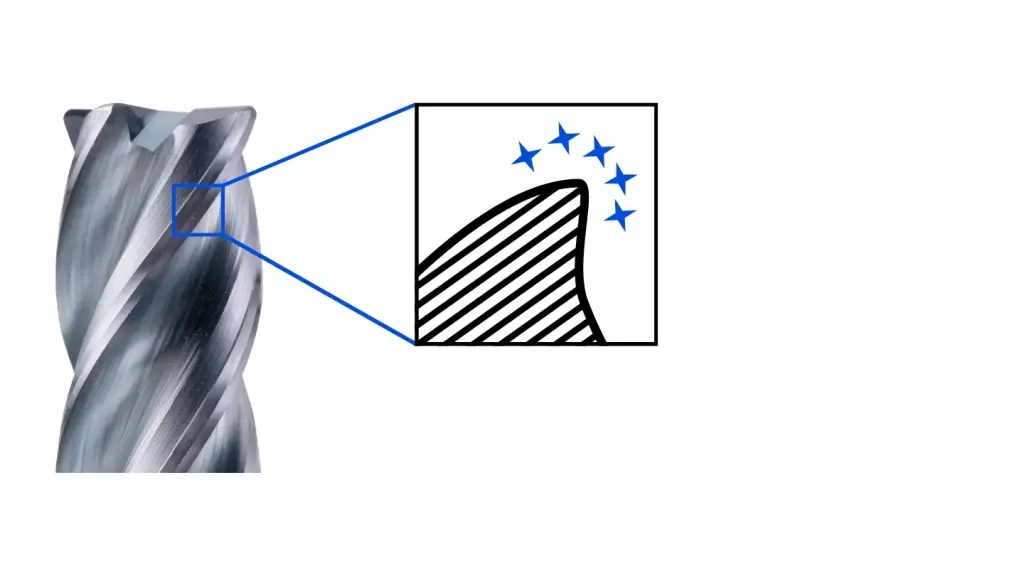
As bordas de corte arredondadas de forma definida garantem:
- aderência melhorada do revestimento.
- maior estabilidade da borda de corte.
- vida útil e produtividade da ferramenta substancialmente maiores.
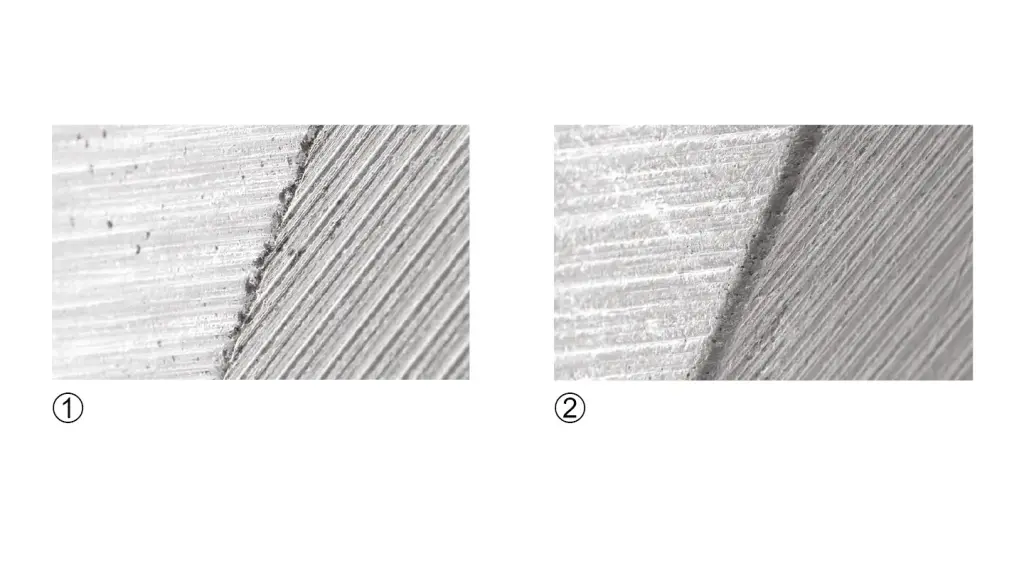
1) Borda de corte não arredondada.
2) Borda de corte arredondada definida.
Revestimento e pós-tratamento da camada
Os revestimentos evitam o contato direto entre o material e o material de corte, reduzindo o desgaste devido à adesão, à abrasão, à difusão ou à oxidação.
Um dos processos de revestimento mais conhecidos para ferramentas de remoção de material é o chamado processo PVD (Physical Vapour Deposition) no qual um material metálico sólido (alvo) é vaporizado em um vácuo.
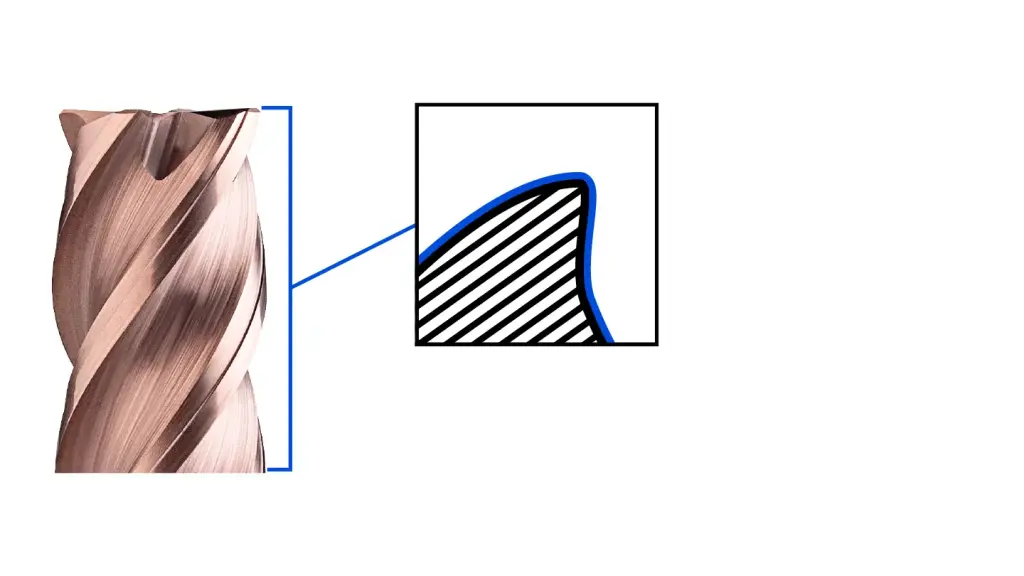
O revestimento propriamente dito é frequentemente formado pelo uso adicional de um gás reativo. O material de revestimento de vapor acaba por condensar como camada fina no substrato e forma o revestimento da ferramenta.
Uma tecnologia de PVD, particularmente difundida na indústria, é a evaporação catódica por arco elétrico (mais sucintamente: Arc-PVD) que se caracteriza por sua taxa de separação muito elevada.
1) Revestimento em uma superfície de ferramenta não tratada.
2) Revestimento em uma superfície de ferramenta pré-tratada.
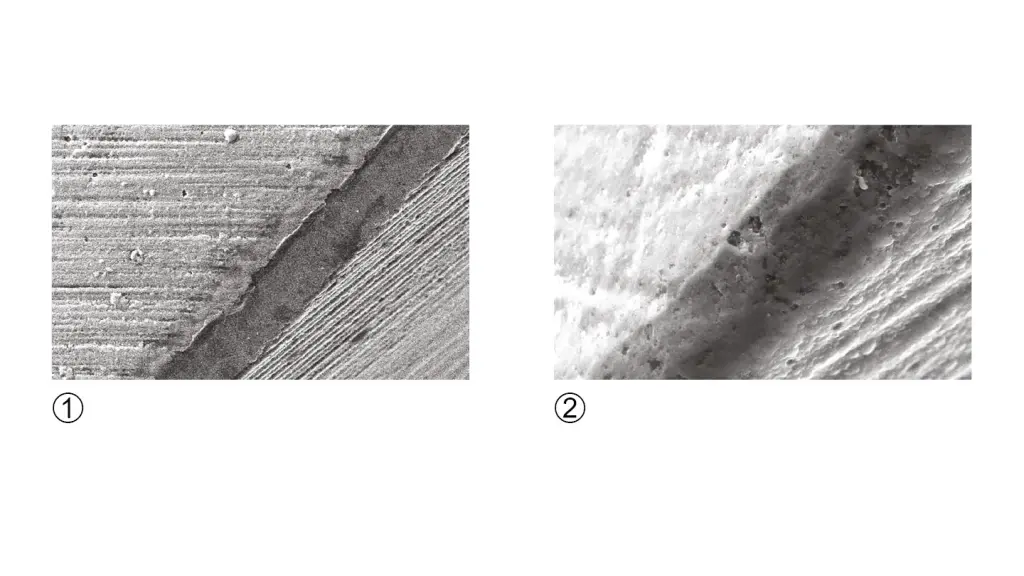
Nivelamento
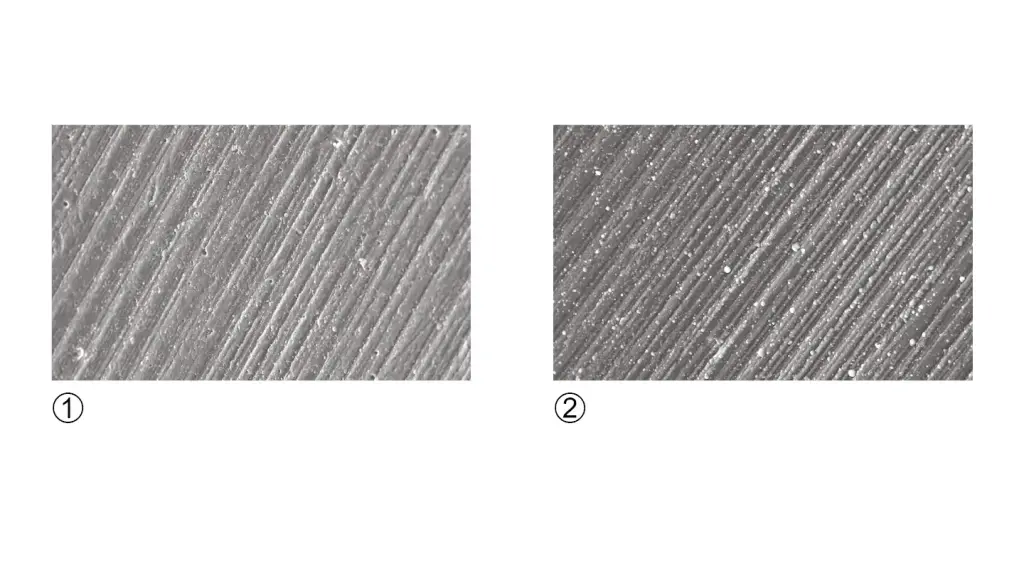
No processo Arc-PVD, o material-alvo é vaporizado no ponto focal de um arco elétrico devido à alta densidade de energia. Ao mesmo tempo, formam-se porém partículas fundidas (gotículas) que se depositam no substrato e deixam para trás defeitos microscópicos.
Em processos especiais de pós-tratamento, nivelamos essas e outras rugosidades de superfície semelhantes para reduzir a fricção e prolongar as vidas úteis.
1) Superfície da ferramenta com gotas.
2) Superfície da ferramenta sem gotas.
Lixamento de polimento
A otimização específica do material dos espaços para cavacos assegura a remoção controlada de cavacos para evitar a obstrução da ferramenta.
Os espaços para cavacos polidos têm uma superfície muito lisa, otimizando a remoção de cavacos na remoção de material de metais não ferrosos com alto volume de cavacos.